

Thermal Spray Process
by : National Tenders
Quantity : 5 01 Principles of Thermal Spraying 02 Electric Arc Spray 03 Flame Spraying 04 Flame Spraying 05 HIGH VELOCITY OXY-FUEL (HVOF)
Price : 1
01 Principles of Thermal Spraying
The Basics : All thermal spraying processes rely on the same principle of heating a feed stock, (Powder or Wire) and accelerating it to a high velocity and then allowing the particles to strike the substrate. The particles will then deform and freeze onto the substrate. The coating is formed when millions of particles are deposited on top of each other. These particles are bonded by the substrate by either mechanical or metallurgical bonding.
Figure : Basic steps of thermal spray process The Process :
· The first step of any coating process is surface activation. This is done by cleaning and grit blasting the surface to be coated. Masking techniques are normally adopted for components that only need specific areas coated.
· The second step is to melt the material; this is done by introducing the feed stock material into the hot gas stream. The hot gas stream is produced by either chemical reaction (Combustion) or by physical reaction (Plasma).
· Thirdly the particles are then accelerated to the substrate by the gas stream and deform on impact to form a coating.
· Finally the coatings are inspected and assessed for quality by either mechanical or microstructure evaluation.
Thermal spraying can provide thick coatings (approx. thickness range is 20 micrometers to several mm, depending on the process and feedstock), over a large area at high deposition rate as compared to other coating processes such as electroplating, physical and chemical vapor deposition. Coating materials available for thermal spraying include metals, alloys, ceramics and composites. They are fed in powder or wire form, heated to a molten or semi molten state and accelerated towards substrates in the form of micrometer-size particles. Combustion or electrical arc discharge is usually used as the source of energy for thermal spraying. Resulting coatings are made by the accumulation of numerous sprayed particles. The surface may not heat up significantly, allowing the coating of flammable substances.
Electric Arc Spray
Process :
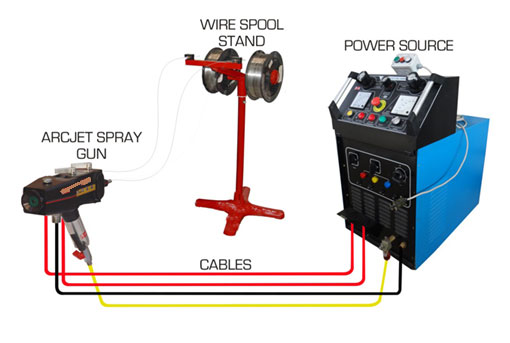
Electric arc spraying is a thermal spraying process that uses an electric arc between two consumable electrodes of the surfacing materials as the heat source. A compressed gas atomizes and propels the molten material to the workpiece. The principle of this process is shown by figure. The two consumable electrode wires are fed by a wire feeder to bring them together at an angle of approximately 30 degrees and to maintain an arc between them. A compressed air jet is located behind and directly in line with the intersecting wires. The wires melt in the arc and the jet of air atomizes the melted metal and propels the fine molten particles to the workpiece. The power source for producing the arc is a direct-current constant-voltage welding machine. The wire feeder is similar to that used for gas metal arc welding except that it feeds two wires. The gun can be hand held or mounted in a holding and movement mechanism. The part or the gun is moved with respect to the other to provide a coating surface on the part.
The high temperature of the arc melts the electrode wire faster and deposits particles having higher heat content and greater fluidity than the flame spraying process. The deposition rates are from 3 to 5 times greater and the bond strength is greater 5000-7000 PSI. There is coalescence in addition to the mechanical bond. The deposit is denser and coating strength is greater than when using flame spraying.
Dry compressed air is used for atomizing and propelling the molten metal. A pressure of 80 psi and from 30 to 80 cu ft/min (0.85 to 2.27 cu m/min) is used. Almost any metal that can be drawn into a wire can be sprayed. Following are metals that are arc sprayed: aluminum, babbitt, brass, bronze, copper, molybdenum, Monel, nickel, stainless steel, carbon steel, tin, and zinc.
Flame Spraying
Process :
Flame spraying is a thermal spraying process that uses an oxy-fuel gas flame as a source of heat for melting the coating material. Compressed air is usually used for atomizing and propelling the material to the work piece. There are two variations: one uses metal in wire form and the other uses materials in powder form. The method of flame spraying which uses powder is sometimes known as powder flame spraying. The method of flame spraying using wire is known as metalizing or wire flame spraying.
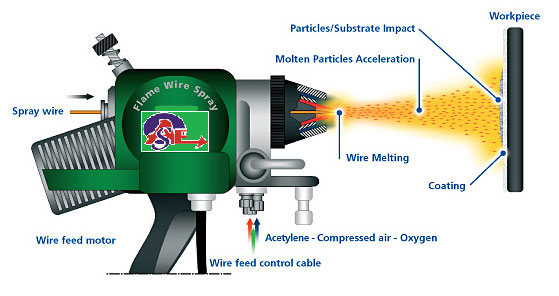
In both versions, the material is fed through a gun and nozzle and melted in the oxygen fuel gas flame. Atomizing, if required, is done by an air jet which propels the atomized particles to the work piece. When wire is used for surfacing material, it is fed into the nozzle by an air-driven wire feeder and is melted in the gas flame. When powdered materials are used, they may be fed by gravity from a hopper which is a part of the gun. In another system, the powders are picked up by the oxygen fuel gas mixture, carried through the gun where they are melted, and propelled to the surface of the work piece by the flame.
Figure shows the flame spray process using wire. The version that uses wires can spray metals that can be prepared in a wire form. The variation that uses powder has the ability to feed various materials. These include normal metal alloys, oxidation-resistant metals and alloys, and ceramics. It provides sprayed surfaces of many different characteristics.
HIGH VELOCITY OXY-FUEL (HVOF)
Our company PROCURED WORLD LATEST HVOF SYSTEM FROM TAFA - PRAXAIR Excellence Flame Velocity & Particle Velocity. FLAME TEMPERATURE DURING COATING around 3,000 °C and high bond strength 10,000 psi – HVOF is the latest thermal spray system which is getting wide acceptance worldwide because it finds diverse applications in a cross section of industries.
Coatings applied by our HP/HVOF equipment coatings are characterized by :
· Nearly pore – free density levels
· Low oxide content
· High corrosion resistance
· Good resistance to wear
· Higher bond strength than similar coatings deposited by combustion spry, electric arc spray, or plasma spray processes
Process :
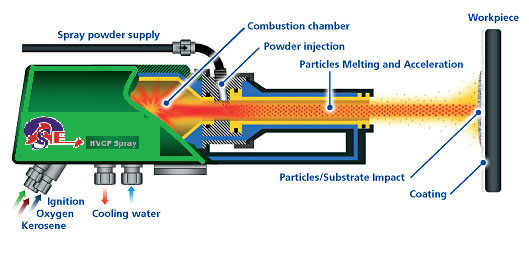
HVOF is a thermal spray system utilizing the combustion of gases, such as Hydrogen or a liquid fuel such as kerosene. Fuel and oxygen mix and atomize within the combustion area under conditions that monitor the correct combustion mode and pressure. The process creates a very high velocity which is used to propel the particles at near supersonic speeds before impact onto the substrate. One of the basic rules of spraying is that high combustion pressure = high gas velocity, high particle velocity and resulting high coating quality. One of the key benefits of this system's high velocity is the extremely high coating density and low oxide content. The low oxides are due partly to the speed of the particles spending less time within the heat source and partly due to the lower flame temperature (around 3,000 °C) of the heat source compared with alternative processes.
Schematic of HVOF Combustion Chamber Typical HVOF Materials :
· Carbides / Cermets (e.g. WC-Co, WC-CoCr, Cr3C2-NiCr)
· Pure Metals (e.g. Al, Cu)
· Stainless Steel (e.g. SS 304, 316, 410)
· Ni – base super alloy (e.g. Inconel, Hasteally, Selffluxing alloy)
· Co – base super alloy (e.g. Stellites, Triballoy)
· MCrAlY (where M = Ni &/ Co &/ Fe)
· For specials applications: Oxide ceramics like Al2O3 typical grain size of spray powder lies between 16 – 45 µm, also finer powders are used.